Moderna digitala teknologier för framställning av protetiska konstruktioner. En översikt
Författare
Docent/övertandläkare, Odontologiska fakulteten, Malmö högskola
Odont dr/förste amanuens, Oslo universitet, karl.ekstrand@odont.uio.no
Doktorand/tandtekniker, Göteborgs universitet, per.svanborg@gu.se
Docent/övetandläkare, Göteborgs universitet (avliden)
I dag kan samtliga nödvändiga produktionssteg för framställning av dentala rekonstruktioner utföras med CAD/CAM teknologi som tagit över en stor del av den tandtekniska produktionen. Digitala framställningstekniker (CAM) kan grovt delas in i additiva och subtraktiva tekniker. Additiva tekniker bygger på att materialen byggs upp korn för korn eller molekyl för molekyl medan subtraktiva bygger på att man utgår ifrån ett materialblock ur vilket ersättningen bearbetas fram, till exempel genom fräsning. Additiva och subtraktiva tekniker används för både metallegeringar, keramer och polymera material. Det finns många olika system på marknaden, men varje enskild framställningsmetod måste bedömas för sig. CAD/CAM erbjuder goda förutsättningar för hög precision och bra materialhantering, men det gäller inte alla system. Endast välbeprövade och kliniskt testade material och tekniker bör därför användas för att säkerställa god kvalité på de tandtekniska arbeten som skall användas för kliniskt bruk.
I och med att intraoral skanning har kommit som alternativ till traditionella avtryckstekniker skulle man kunna säga att cirkeln är sluten och att den sista felande länken i digital framställningsteknik för dentala rekonstruktioner är på plats. Det innebär att man kan utföra samtliga ingående produktionssteg för dentala rekonstruktioner med CAD/CAM teknologi och att det idag finns möjlighet att arbeta helt utan modell i de fall materialen medger det (1, 2). Istället för att skanna en gipsmodell som är framställd med underlag av till exempel ett gummiavtryck, kan man idag skanna direkt i mun på patient och därmed slippa de precisionsförluster som beror på volymrörelser i gips och avtrycksmaterial. Behöver man ändå en modell, kan den framställas i något polymert material genom fräsning eller så kallad printing, med skanning-filen som enda underlag.
När data-underlaget är insamlat bearbetas det och anpassas för produktion med någon av de många tekniker och material som står till buds. I nästa steg som är CAD-fasen används delvis automatiserade designverktyg för att bestämma rekonstruktionens utformning. Verktyg som tar hänsyn till specifika materials egenskaper och varnar om dimensioner underskrids eller om formen inte stämmer med fabrikantens anvisningar. Anatomi och form kan hämtas från stora exempelbibliotek, där till exempel en tand som skall framställas finns representerad i många anatomiska variationer. Programmet håller också reda på vilket material som är tänkt att användas och hur stora råämnen som behövs för att ersättningen skall rymmas utan onödigt tids- och materialspill. CAD-arbetet kan utföras vid behandlingsstolen «chair-side», på laboratoriet eller hos en underleverantör till det tandtekniska laboratoriet (3).
När designen är färdig skickas filen vidare till CAM-enheten som är själva produktionsenheten i vilken materialet formas och bearbetas. Det finns en uppsjö av olika tekniker och material som kan kombineras på olika sätt och med olika slutresultat beroende på både vilket material, vilken teknik och vilken utrustning som är använd. Produktion i CAM-fasen sker antingen direkt vid behandlingsstolen på ett dentallaboratorium eller vid ett produktionscenter som är starkt specialiserat på industriell framställning av individuellt utformade tandtekniska produkter (1 - 3).
Senare års snabba utveckling på CAD/CAM området har gjort det svårt att överblicka alla de material och produktionsmetoder som finns. Syftet med föreliggande översiktsartikel är därför att beskriva de material och metoder som finns för dental CAM framställning och att beskriva de tandtekniska produkter de olika metoderna representerar.
Digitala framställningstekniker av protetiska konstruktioner (CAM)
Digitala framställningstekniker (CAM) kan grovt delas in i additiva och subtraktiva tekniker. Additiva tekniker bygger på att materialen byggs upp korn för korn eller molekyl för molekyl medan subtraktiva bygger på att man utgår ifrån ett materialblock ur vilket ersättningen bearbetas fram, till exempel genom fräsning. Additiva och subtraktiva tekniker används för både metallegeringar, keramer och polymera material.
Båda tekniker har för och nackdelar. Subtraktiva tekniker utgår ofta ifrån materialblock som är industriellt framställda under optimala förhållanden, vilket borgar för att minimera graden av defekter och spänningar i materialet. Däremot finns det begränsningar i hur komplexa former som kan framställas med dessa tekniker, beroende på åtkomlighet med till exempel en fräsutrustning. Olika fräsar är dessutom olika bra i det avseendet beroende på hur komplex konstruktion fräsutrustningen har. Här talar man bland annat om hur många axlar fräsen har (3). De additiva teknikerna klarar ofta komplexa former bättre, men kan bygga in spänningar och defekter i materialen när de byggs upp.
Exempel på ett material som kan framställas med både additiva och subtraktiva tekniker är kobolt-krom som både kan lasersintras (SLS, selective laser sintering, additiv teknik) och fräsas. Figur 1.

Figur 1. Fyra stilistiska broskelett som representerar fyra olika framställningstekniker för ett och samma material: Lasersintrat CoCr, fräst CoCr, förlaga för gjutning (mal for støpning) av CoCr framställd genom fräsning i urbrännbart material, vaxförlaga för för gjutning av CoCr enligt lost-wax metoden. De tre första är framställda med CAD/CAM teknologi.
Nedan följer en genomgång av de olika material-teknologi-kombinationer som används inom tandvården idag uppdelat i respektive materialgrupp.
Dentala metallegeringar
En översikt över metoder för framställning med dentala metallegeringar framgår i Tabell 1.
1. Gjutning (støping) |
a. Manuellt uppvaxad förlaga i vax (lost-wax) |
b. CAM: gjutförlaga (lost-wax) |
2. Friformframställning; additiv teknik |
a. CAM: Lasersintring (SLS) |
b. CAM: Elektronstrålesmältning(EBM) |
3. Friformframställning; subtraktiv teknik |
a. CAM: Fräsning av metallblock |
b. CAM: Gnisterodering |
c. CAM: Fräsning av vax mättat med legeringspulver och efterföljande sintring |
Gjutning (støping) med lost-wax teknik (1b: Tabell 1)
Gjutning är kanske inte det man i första hand tänker på när man diskuterar CAD/CAM teknologier. Icke desto mindre används CAD/CAM i kombination med gjutning genom att man till exempel designar sin ersättning med hjälp av en CAD-mjukvara för att sedan fräsa fram en broförlaga ur ett urbrännbart material med subtraktiv teknik. Genom att vaxa på gjutkanaler på denna förlaga kan man sedan bädda in, bränna ur och få en gjutform som kan användas för att gjuta i med en valfri gjutlegering på traditionellt sätt. Tekniken är i princip identisk med den för traditionell gjutning (1a), men med enda skillnaden att uppvaxningen ersätts med en CAD/CAM framställd gjutförlaga i till exempel ett «pattern resin» (4). Tekniken är vanligt förekommande och kan användas för fast protetik och för partialprotesskelett och lämpar sig till exempel för framställning av gjutna högädla Mk-legeringar, där man inte kan fräsa metallen på grund av kostnaden för eventuellt materialspill.
Metallkeramik (Mk) baserad på högädla legeringar skall innehålla mer än 60 % ädelmetall varav minst 40 % guld enligt den ADA klassificering för fast protetik som det ofta hänvisas till som standard för dentala metallegeringar (5). Det är viktigt att komma ihåg att de kliniska data som ofta presenteras, där Mk tillskrivs mycket goda kliniska långtidsresultat och som ofta används som jämförelsetal vid bedömning av hur andra, nyare material fungerar, avser just högädla legeringar. Det går därför inte att prata om Mk som helhet. Varje Mk-legering, som till exempel titan-Mk, Mk baserat på kobolt-krom eller lågädla legeringar, måste bedömas var för sig. Men högädla Mk-legeringar uppvisar som sagt mycket goda kliniska långtidsresultat (6) och får därför ofta fungera som en gold standard för dentala rekonstruktioner.
Lasersintring/lasersmältning; additiv teknik (2a: Tabell 1)
Lasersmältning (SLM) och lasersintring (SLS) är två begrepp som används för friform-framställning av metallegeringar som vunnit mark på den tandtekniska marknaden de senaste åren. Tekniken bygger på att man låter en laserstråle skriva selektivt över en pulverbädd så att pulverpartiklarna som träffas av lasern smälter samman eller sintras. När ett lager är färdigt läggs ett nytt lager pulver på och proceduren upprepas. Nu smälter de pålagda pulverpartiklarna samma, inte bara inom det nya skiktet utan även med skiktet under, vilket gör att de olika skikten byggs upp som byggstenar i form av till exempel ett metallpulver (7). När hela proceduren är färdig kan man hälla bort det oanvända pulvret som sen går att återanvända, vilket gör materialspillet betydligt mindre än vid subtraktiva tekniker. Som jämförelse fräser man i många fall bort mer än 90 % av materialet vid maskinbearbetning (2, 3). Figur 2.

Figur 2. Lasersintring: A: Bilden visar lasern i arbete med att smälta pulverpartiklar i pulverbädden, B: visar färdiga kronhättor och broskelett när det osmälta pulvret är avlägsnat och C: visar ett färdigt broskelett.
Laserstrålen riktas med en spegel som styrs av CAM-datorns tredimensionella modelldata. Genom att de olika skikten byggs upp utan att något material sticker upp ur pulverbädden och skymmer lasern, finns det i princip inga begränsningar för hur komplexa former som kan byggas upp. Utanför dentalbranschen finns det exempel för hur tekniken används för att producera sammansatta strukturer, där de olika delarna tillverkas samtidigt i samma pulverbädd, monterade och klara.
Lasersintring/smältning används för närvarande i stort sett bara till dentala rekonstruktioner framställda i kobolt-krom vilket idag är ett vanligt förekommande materialalternativ inom den rekonstruktiva tandvården. Kobolt-krom är en icke ädel, billig legering som används som alternativ till dyrare legeringar för framställning av kronor och brokonstruktioner utan någon begränsning avseende brospannets utsträckning. Genom sin höga E-modul är legeringen lämplig vid exempelvis långa brospann eller när det är platsbrist och svårt att dimensionera. Legeringen har emellertid blivit ifrågasatt avseende sin biokompatibilitet. Trots det har man inte funnit några mutagena eller carcinogena effekter av kobolt-krom. Däremot kan metalljoner binda sig till biomolekyler med risk för att ett allergiskt svar uppstår. Ungefär 5 - 10 procent av populationen anges vara överkänslig för kobolt och lika stor andel för krom (8, 9). Hos patienter som är överkänsliga för dessa metaller bör legeringarna ses som en potentiell allergirisk och därför undvikas.
En möjlig nackdel med lasersintring/lasersmältningsteknikerna är som nämndes ovan att det kan byggas upp spänningar i materialet genom ojämn värmefördelning under framställningsprocessen, spänningar som eventuellt relaxeras i samband med efterföljande porslinsbränning med deformation och försämrad passform som följd. Efter sintring skall därför rekonstruktionen genomgå en värmebehandling för homogenisering av materialet. Defekter och porositeter i materialet är andra riskfaktorer som kan försämra materialegenskaperna om de uppstår (10).
När implantatkonstruktioner görs med additiva tekniker maskinbearbetas implantatsätena med subtraktiv teknik (fräsning) efter sintringen för att få fram släta, välpassande anläggningsytor eftersom lasersmältning/sintring ger en relativt grov yta.
Det finns få studier om lasersintring för fast protetik. I en klinisk studie undersöktes passformen på Mk-kronor framställda i kobolt-krom genom lasersintring. Kronorna hade en marginal passform på 67 - 99 ?m och en ocklusal passform på 252 - 392 ?m, vilket ligger väl inom ramen för vad som anses kliniskt acceptabelt (11). Kortare lasersintrade broar är undersökta och jämförda med frästa och gjutna broar och uppvisade i en laboratoriestudie signifikant bättre passform än till exempel maskinbearbetade broar (4)
Elektronstrålesmältning (EBM); additiv teknik (2b: Tabell 1)
Tekniken påminner om lasersmältning, men innebär en sammanfogning av material genom selektiv smältning av material med en elektronstråle i stället för med laser. Utvecklingsarbete pågår för att kunna framställa titankomponenter på ett rationellt och kostnadseffektivt sätt genom denna teknik för friform-framställning. Metoden används inom ortopedin(2), men det är oklart i vilken utsträckning den används kommersiellt inom odontologin.
Maskinbearbetning (fräsning/slipning); subtraktiv teknik (3a: Tabell 1)
Att slipa eller fräsa fram rekonstruktioner ur ett massivt materialblock är nog den teknologi som de flesta tandläkare förknippar med CAD/CAM. Tekniken har använts i många år och är väl etablerad. De flesta typer av dentala rekonstruktioner kan framställas: kronor, broar, partialprotesskelett, distanser samt mycket mer. Fördelarna är som inledningsvis nämndes att man utgår från industriellt framställda materialblock som är framställda under optimala förhållanden, vilket gör att den ojämna kvalité som kan ses vid gjutning undviks. Stora konstruktioner kan framställas i ett stycke, vilket också är en fördel eftersom lödning/svetsning medför en försvagning jämfört med det homogena materialet.
De vanligaste dentala legeringar som framställs med denna teknik är kobolt-krom och titan. ADAs klassificering för fast protetik anger att titanlegeringarna skall innehålla mer än 85 % titan, men kan i vissa fall vara anpassade för fräsning jämfört med motsvarande gjutlegeringar genom att man komponerar legeringen så att den blir mer lättbearbetad (mer duktil) än motsvarande gjutlegering, något att vara observant på eftersom ökad duktilitet ofta medför lägre hållfasthet.
Användningen av titan och titanlegeringar i tandvården har ökat väsentligt de senaste åren. Främst på grund av metallernas motståndskraft mot korrosion och förmåga att motstå höga temperaturer samt dess goda biokompatibla egenskaper. Titanet är extremt reaktivt men en ren titanyta oxideras ögonblickligen i kontakt med syre/luft varvid ett stabilt oxidskikt formas. Detta oxidlager utgör en yta som är korrosionsbeständig. Dessutom ger oxidlagret en möjlighet att binda porslin och adhesiva polymerer till legeringen(12). Titanoxiden, som per definition är en kemiskt inert keram, har även de materialegenskaper som gör att ett titanimplantat kan osseointegrera.
Många av titanets fysikaliska och mekaniska egenskaper gör titan lämpligt för framställning av kronor och brokonstruktioner som maskinbearbetas (fräses) ur block av ren titan grad 2 eller som legering (grad 23 Ti-6Al-l4V ELI). För gjutning förekommer även ren titan grad 1 och 4 och vissa implantatkomponenter är framställda i en titanlegering grad 5 (Ti-6Al-4V).
Maskinbearbetning har emellertid begränsningar avseende komplexa former. Insidan av en krona kan till exempel inte alltid få den form som önskas eftersom verktygets dimension i kombination med fräsens åtkomlighet begränsar. CAM-mjukvaran är förberedd för att kompensera för detta genom så kallad «drill compensation» vilket löser problemet, men på bekostnad av passformen(4). Figur 3.
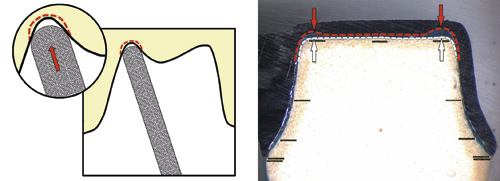
Figur 3. A-B. Illustrationen till vänster (a) visar fräsverktyget i förhållande till en kronas önskade innerkontur. Skarpa preparationsvinklar (som alltid bör undvikas och i synnerhet när man skall preparera för en fräst ersättning) är inte åtkomliga för fräsverktyget eftersom verktygets dimension är för stor för så fina detaljer. CAM-programmet kompenserar för tillkortakommandet genom överfräsning, så kallad drill kompensation. Den färdiga kronan får en innerkontur motsvarande den röda streckade linjen vilket även kan ses vid pilarna på bilden till höger (b) som en vallgrav i övergången mellan kronans axiala och ocklusala innervägg.
En annan faktor som är avgörande för passformen och som begränsar möjligheten till fri form är fräsmaskinens konstruktion. Olika modeller av fräsar har olika antal axlar, vilket innebär att de kan vinklas olika mycket därmed komma åt det område som skall fräsas olika bra. I princip kan man säga att med ökat antal axlar hos en fräs kan underskär och komplexa former fräsas med motsvarande ökad detaljåtergivning. Få axlar ger materialöverhäng och klumpiga konstruktioner vilket i sin tur innebär att tandteknikern måste efterbearbeta ersättningen för att den skall få önskad form. Axlarna representerar de spatiala fräsriktningarna X, Y, Z (3-axliga fräsar), X, Y, Z och en vridbar brygga för infästning av materialet som skall bearbetas (4-axliga fräsar) och i tillägg till den 4-axliga fräsen en frässpindel som är vridbar (5-axliga fräsar)(3). Några tillverkare gör gällande att de har 6 och 7-axliga fräsar. Figur 4.
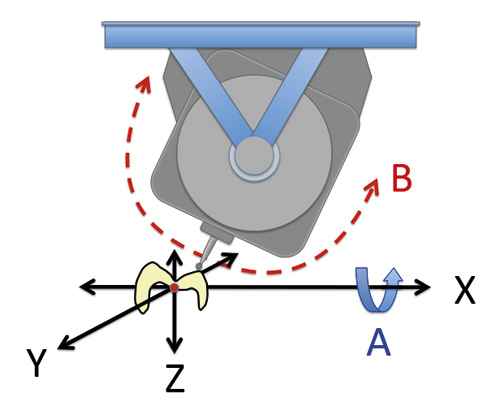
Figur 4. Schematisk bild av de olika axlarna i en CAM-fräs.
Gnisterodering; subtraktiv teknik (3b: Tabell 1)
Gnisterodering eller gnistbearbetning är en metod som används för att bearbeta hårda material med komplicerad form. Genom upprepade elektriska urladdningar genererade av en gnistgenerator som kan alstra 100 000 gnistor per sekund kan man forma material genom ytavverkning med hög hastighet och precision. Tekniken kan utöver att användas till metallskelett även användas för att framställa formar som skall användas i andra processer, till exempel stansar för pressning av polymerer och keramer. Metoden har emellertid ett mycket begränsat användningsområde inom odontologin idag (13).
Fräsning av vax mättat med legeringspulver; subtraktiv teknik (3c: Tabell 1)
Metoden som är relativt ny och obeprövad inom odontologin går ut på att man maskinbearbetar (fräser) ett råämne som består av vax eller resin mättat med ett legeringspulver. Efter fräsning sintras materialet varvid vaxet bränns ur och metallpartiklarna sammanfogas i en sintringsprocess. Under sintringen krymper materialet, vilket innebär att man måste ta hänsyn till krympfaktorn när materialet bearbetas, därför fräses rekonstruktionen i förstorad skala för att sedan krympa till skala 1: 1 under sintringen. En fördel med att fräsa i större skala är att det är lättare att komma åt att fräsa fina detaljer, eftersom fräsverktyget relativt sett är mer anpassat storleksmässigt (jämför figur 3) samt att man kan använda gracilare fräsar när man bearbetar ett material som är väsentligt mindre hårt än det färdigsintrade materialet. Bearbetningen i det mjukare materialet är dessutom tidsbesparande och sliter mindre på de dyra fräsverktyg som används. Tekniken finns framtagen för framställning av kobolt-krom rekonstruktioner, men har ännu inte hunnit få någon större spridning. Exempel på produkt: Ceramill®Sintron
Polymera dentala material
En översikt av de olika polymera materiel- och teknikkombinationerna framgår av Tabell 2.
4. Friformframställning; additiv teknik |
a. CAM: Stereolitografi, SLA |
b. CAM: 3D-printing |
5. Friformframställning; subtraktiv teknik |
a. CAM: Fräsning |
Stereolitografi, SLA; additiv teknik (4a: Tabell 2)
Stereolitografi är en teknik som används rutinmässigt idag för framställning av arbetsmodeller i kombination med intraoral skanning. Tekniken påminner om lasersintringstekniken, men istället för en pulverbädd har man ett bad som består av ett ljushärdande polymert material och istället för laser så har man ljus som initierar härdningsprocessen i polymerbadet. En ljusstråle skriver över ytan på badet och där ljuset träffar, där härdar materialet. Omgivande material förblir ohärdat. När ett lager har härdat sänks detta lager ner i badet så att nytt ohärdat material kan flyta över det som redan härdat varvid ljusstrålen går över badet en gång till. Processen kan liknas vid en bläckstråleskrivare vars arm går över papperet och ett datorstyrt munstycke sprutar bläck där papperet skall ha färg. Det blir en tvådimensionell bild. På samma sätt styrs ljusstrålen av CAM-programmet och härdar polymeren först tvådimensionellt, men sen läggs lager på lager tills hela modellen är klar. Slutligen lyfts modellen ur badet och får sluthärda i ett ljusskåp. Tekniken är relativt billig men ännu så länge begränsad till material som har materialegenskaper som lämpar sig bäst där kravet på mekaniska egenskaper är relativt låga, till exempel arbetsmodeller. Andra användningsområden skulle till exempel kunna vara gjutförlagor utförda i urbrännbara material som redovisats ovan. På samma sätt som med lasersintring kan mycket komplexa former skapas med denna teknologi (2).
3D-printing; additiv teknik (4b: Tabell 2)
Tekniken är mycket lik stereolitografi, men skiljer sig genom att man utgår ifrån ett polymerpulver i en bädd där pulverpartiklarna sammanfogas genom att en arm går över bädden, återigen likt en bläckstråleskrivare, med ett CAM-styrt munstycke som sprutar lim ner i bädden och sammanfogar pulverpartiklarna, partikel för partikel, lager för lager. En teknik som i stort sett har samma användningsområde som stereolitografin, med tillägg för att man skulle kunna sammanfoga keramgranuler och metallpartiklar inför sintring. Tekniken erbjuder mycket stora möjligheter till formning av komplexa strukturer, men används obetydligt inom odontologin förutom för rent experimentella syften (2).
Maskinbearbetning (fräsning); subtraktiv teknik (5a, Tabell 2)
Tekniken i stort är beskriven under 3a ovan och används på samma sätt för att framställa polymera material. Användningsområden är till exempel arbetsmodeller i kombination med intraoral skanning, provisoriska kronor och broar som fräses monolitiskt, det vill säga med ett och samma material genom hela konstruktionen. Gjutförlagor har beskrivits ovan.
I kombination med en direktkomposit kan man till exempel göra skiktade konstruktioner där skelettet fräses i en fiberförstärkt polymer som sedan förses med kompositfasader som läggs upp manuellt. De begränsningar i form som redovisats under 3a gäller även för bearbetning av polymerer, bortsett från att materialen i allmänhet är betydligt lättare att fräsa jämfört med de hårda metallegeringarna och att gracilare fräsar därför kan användas.
En relativ ny grupp material som vunnit mark på senare år är kompositer som i marknadsföringen ofta beskrivs som keramer, men som innehåller en polymermatris och därför per definion är kompositer eller möjligen hybridmaterial även om de innehåller en stor andel keramisk filler och är homogena. Marknadsföringsargument för dessa material är just att det går exceptionellt snabbt att fräsa dem jämfört med «andra keramer» vilket är tilltalande för tillverkarna. Behöver man skikta ett dylikt material så går det däremot inte att bränna porslin på det utan att det förstörs, varför man är hänvisad till att skikta med kompositer i de fall det alls går. Expempel på produkter: Vita®Enamic, 3M Lava®Ultimate.
Dentala keramer
Dentala keramer framställs genom en kombination av olika press-, formnings- och sintringstekniker. Skillnaden avseende de CAM-tekniker som används är framför allt i vilket press- eller sintringstadium formningen utförs, men på samma sätt som med de två övriga materialgrupperna används både additiva och subtraktiva tekniker och i något enstaka fall både och. De olika kombinationerna framgår av Tabell 3.
Polymer shaping |
6. Friformframställning; subtraktiv teknik |
a. CAM: Fräsning av fullsintrade material |
b. CAM: Fräsning av försintrade material |
c. CAM: Fräsning av osintrat material |
7. Friformframställning; additiv teknik |
a. CAM: Grönkroppsfräsning /pressning |
Maskinbearbetning (fräsning) av fullsintrade material; subtraktiv teknik (6a: Tabell 3)
Tekniken skiljer sig i stort inte från den som är beskriven under 3a ovan. Många typer av keramer kan fräsas med denna teknik; porslin, leucitbaserade glaskeramer, litium disilikat-baserade glaskeramer samt fullsintrad zirkoniumdioxid. Eftersom keramerna i allmänhet är mycket hårda och känsliga för slipdefekter är fräsningen ofta tidsödande och i vissa fall kostsam avseende slitage på den utrustning som används. För att minimera detta finns det material som fräses i ett förkristalliserat stadium som är mer lättbearbetat än det färdiga materialet. Efter fräsningen värmebehandlas materialet vilket förändrar materialegenskaperna avseende bland annat hållfasthet och hårdhet. Man utnyttjar på så vis möjligheten att fräsa i skala 1: 1, men i ett mer lättbearbetat material, för att först efter värmebehandlingen få ett material som har de egenskaper som krävs för intaoralt bruk. Figur 5.
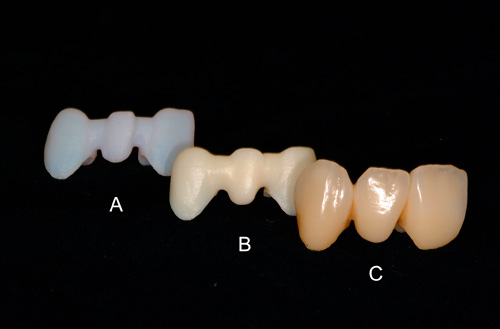
Figur 5. Bilden visar glaskeramen IPS e.max CAD: A: Under framställningen fräser man fram ersättningen (skala 1: 1) ur ett råämne som har annan kristallstruktur än den färdiga bron. Materialet är då mindre hårt och därmed mer lättbearbetat. B: När bron är färdigfräst värmebehandlas den och får därmed genom kristallomvandling annan färg och andra, starkare materialegenskaper. C: Efter värmebehandling kan porslin brännas på, eller vilket är vanligare, kan bron individualiseras genom målning med specialanpassade porslinsfärger. Bild: Ivoclar.
Fräsning av keramer påverkar materialet och eftersom keramer är känsliga för defekter ställs stora krav på fräsningen för att inte det färdiga materialet skall påverkas negativt av ytliga slipdefekter. Slipbanor, instrument och sliptryck samt kylning är därför anpassat för det material som skall bearbetas. En del fabrikanter rekommenderar «regenerationsbränning» efter fräsning av vissa keramer för att återställa materialet, men detta bruk har blivit ifrågasatt av flera forskargrupper(14) som funnit det meningslöst eller rent av skadligt för keramen.
Två huvudtyper av glaskeramer används i kombination med subtraktiv teknik och står för merparten av glaskeramanvändningen i Norden; leucit-baserade och litium disilikat-baserade glaskeramer. Framställningen på labb är enkel vilket bidragit till att det är en teknik som de allra flesta labb behärskar väl. Glaskeramer framställs monolitiskt genom fräsning av materialblock som har en och samma färg och struktur igenom hela ersättningen, vilket till viss del begränsar de estetiska möjligheterna med materialet. Skiktade block finns, men har aldrig slagit igenom på grund av tekniska problem med att få skiktningen rätt i ersättningen. För att anpassa och individualisera en glaskeram målar man därför ytan med porslinsfärger alternativt skiktar den med porslin genom så kallad cut-back teknik (glaskeramen reduceras buccalt/incisalt för att ge plats åt porslin). Glaskeramernas fördelar är, förutom att de är starkare än porslin, att de är transluscenta, relativt enkla att framställa och att de går att framställa tunna, i mer komplicerade former än vad som går att åstadkomma med traditionellt porslin. Estetiskt ligger de inte långt efter och indikationsområdena för leucit-baserade glaskeramer är större än för porslin, även om de begränsar sig till singelled. Medan porslin endast lämpar sig för skalfasader och eventuellt skalkronor i fronten, kan leucit-baserade glaskeramer utöver dessa indikationer även användas för kronor i hela bettet samt för onlays. Inlägg är ännu en indikation, men mer tveksam ur en prognostisk synvinkel. Kliniska studier har visat goda långtidsresultat med leucitbaserade glaskeramer, men de bör vara bondade med resincement för att uppnå optimal hållfasthet (15). Enlig fabrikantens anvisningar skall de inte cementeras med till exempel självadhesiva cement av den anledningen.
Litium-disilikat-baserade glaskeramer ligger ungefär i mitten i fältet av de dentala keramerna avseende böjhållfasthet. Tabell 4.
Helkeramiskt material |
Böjhållfasthet (MPa) |
|---|---|
Porslin |
50 - 120 MPa |
GlaskeramLeucit* |
120 - 180 MPa |
GlaskeramLitium-disilikat** |
350 - 400 MPa |
OxidkeramAl2O3*** |
450 - 650 MPa |
OxidkeramY-TZP**** |
900 - 1200 MPa |
Praktiskt betyder det att de ligger på gränsen till den hållfasthet som krävs för att man skall kunna sätta en krona med konventionell cementeringsteknik, utan att använda bondingteknik. Indikationerna för höghållfasta glaskeramer är kronor i hela bettet samt små anteriora broar, maximalt omfattande 3 led. Den kliniska dokumentationen för broar är dock begränsad jämfört med för broar utförda i yttriastabiliserad tetragonal polykristallin zirkoniumdioxid (Y-TZP), zirkonia populärt uttryckt.
Maskinbearbetning (fräsning) av försintrade material; subtraktiv teknik (6b: Tabell 3)
Oxidkeramer, framförallt Y-TZP, framställs idag med undantag av några enstaka fabrikanter genom fräsning i pressat och försintrat material, eller vitkroppsfräsning som det även kallas. Det innebär att materialet först pressats genom isostat- eller uniaxialpress och att det sedan sintrats. Sintringsprocessen har sedan avbrutits innan materialet är fullsintrat, vilket ger ett kritliknande material som är lätt att bearbeta. Genom att fräsa i detta stadium sparar man både tid och instrumentslitage, vilket är väsentligt för priset på den färdiga produkten(1 - 3). Det har även hävdats att det blir färre ytdefekter i materialet, jämfört med det som fräses fullsintrat och att dessa defekter delvis försvinner under slutsintringen. Någon evidens för att så skulle vara fallet finns dock inte.
Fräsning i försintrat stadium förutsätter att krympfaktorn i materialet beaktas. Att en konstruktion krymper i storleksordningen 20 % i samband med slutsintringen är regel och CAM-systemet måste därför skala upp arbetet inför fräsningen. Varje materialbatch har sin egen krympmån, vilket anges i CAM-enheten inför fräsning.
Det är viktigt att krympningen i samband med sintringen sker linjärt och att angiven krympmån för batchen stämmer för att den slutliga produkten skall få den precision som krävs. Ju större konstruktioner som görs, desto större blir betydelsen av dimensionella avvikelser. Passformsstudier pågår, men mycket talar för att passformen hos keramer som fräses försintrat är bra. En annan faktor som beskrivits ovan är att en uppskalad fräsning ger bättre möjlighet att fräsa fina detaljer, eftersom slipverktyget lättare kommer åt små skrymslen i ett tillfälligt förstorat arbete.
En variant av subtraktiv teknik baserad på fräsning av ett försintrat material är en glasinfiltrationsteknik där aluminiumoxid (Al2O3), zirkoniumdioxidförstärkt aluminiumoxid (ZTA; 70 % Al2O3, 30 % ZrO2) eller magnesiumoxid (Spinell; MgAl2O4) fräses i skala 1: 1 i ett försintrat stadium med 70 - 80 % restporositeter. Efter fräsning glasinfiltreras materialet, det vill säga restporositeterna fylls med ett glas, vilket armerar materialet. Tekniken används för kronhättor och broskelett som förses med ytporslin för att ge den färdiga ersättningen ett tandlikt utseende. Glasinfiltrerade keramer, som ibland kallas hybridkeramer, används mycket sparsamt i Norden idag och har fått stryka på foten för de tätsintrade oxidkeramerna, framförallt Y-TZP. Exempel på produkter: In-Ceram®Alumina, In-Ceram® Zirconia
Oxidkeramer är den keramtyp som skiljer sig mest ifrån de andra keramtyperna. De största skillnaderna är hållfasthet, optiska egenskaper, användningsområden och hur de hanteras kliniskt. I många avseenden är oxidkeramerna mer lika metallkeramik (Mk) än glaskeramer och porslin, särskilt beträffande klinisk hantering. Preparation och platskrav är i det närmaste identiska med Mk, principer för cementering likaså. Många av de estetiska svårigheter som finns med Mk, finns även med oxidkeramer, om än i något mindre omfattning. Oxidkeramer har använts inom tandvården sedan 1960-talet, men det var först under tidigt 90-tal som keramsystem baserade på ren aluminiumoxid slog igenom. Sedan mitten av 90-talet har sedan Y-TZP vuxit i betydelse för att idag helt dominera. Aluminiumoxid används fortfarande, men främst till singelkronor medan Y-TZP används för kronor, broar och för implantatdistanser. Förutom mycket goda böjhållfasthetsvärden har materialet en unik sprickhämmande materialegenskap som gör det mycket segt, en viktig egenskap för keramiska material. Baserat på kliniska studier har man kunnat visa att materialet motsvarar de kliniska krav man bör ställa för användning till kronor och broar upp till och med fem led (16). Enstaka kliniska studier omfattande större konstruktioner finns, men endast i begränsade materiel (17). En del frågetecken kvarstår dock, bland annat avseende ytporslinen som används i kombination med Y-TZP. I princip förekommer inte frakturer av kärnmaterialet i helkeramiska broar framställda i Y-TZP, men ytliga så kallade chip-off frakturer, som inte innefattar kärnan eller interfacet mellan porslin och kärna, har rapporterats i ca 15 % av fallen oavsett material (16 - 17).
Kliniska studier av implantatunderstödda Y-TZP baserade broar uppvisar 100 % survival efter 5 år, men även där kan man se ytliga chip-off frakturer (18, 19).
Ett sätt att möta problemet med chip-off frakturer är att fräsa konstruktionen i så kallad monolitisk zirkoniumdioxid, med innebörden att hela konstruktionen är gjord i samma material, utan ytporslin. Individualiseringen görs då med infärgning, ytmålning eller både och (20).
Ett intressant alternativ till porslinspåbränning på zirkoniumdioxidkonstruktioner är så kallad CAD-on teknologi. Tekniken går ut på att ett broskelett fräses med en konvergens mot ytporslinet för att tillåta att ett färdigt porslin träs över konstruktionen och sammanfogas med skelettet med till exempel en keramisk fogmassa. Man skulle kunna likna tekniken med en krona på en preparation, där preparationen har en konvergerande utformning utan underskär och där kronans inneryta speglar preparationen. Genom att fräsa ytporslinet med subtraktiv teknik, i ett höghållfast glaskeramiskt material kan man sedan sammanfoga det med det passande skelettet. En nackdel med tekniken är de begränsade möjligheter till utformning av broskelettet som följer av att porslinet skall kunna gå på plats, vilket medför att konstruktionerna gärna blir överkonturerade och att porslinsunderstödet inte alltid kan bli optimalt. Det sistnämnda torde dock inte vara något problem om man använder höghållfasta glaskeramer, som till exempel litium disilikat, till ytporslinet. Produktexempel: IPS e.max CAD-on
Maskinbearbetning (fräsning) i osintrat material; subtraktiv teknik (6c: Tabell 3)
Fräsning i ett material som enbart är pressat och inte sintrat kallas för grönkroppsfräsning. Ofta kan man läsa i odontologisk litteratur att man kallar försintrat för grönkropp, men grön syftar på orört, ungt eller virgin i den engelskspråkiga litteraturen och betyder att materialet inte varit i ugnen än till skillnad från försintrat som benämns vitkropp och bearbetas genom vitkroppsfräsning.
Någon egentlig renodlad teknik där man enbart använder subtraktiv framställning för enbart pressade keramer är inte känd för författarna, utan den grönkroppsfräsning som förekommer är en kombination av den subtraktiva och additiva framställningstekniken. Denna teknik beskrivs nedan under 7a.
Maskinbearbetning (fräsning) i osintrat material; additiv teknik (7a: Tabell 3)
Bearbetning av ett enbart pressat material med additiv teknik förekommer inom odontologin för framställning av hättor till singelled i aluminiumoxid och zirkoniumdioxid. Tekniken bygger då på att man fräser fram en gipsreplika av den preparerade tanden som kronan skall sitta på, som är uppförstorad motsvarande materialets krympfaktor. Sedan pressas aluminiumoxid- eller zirkoniumoxidpulver på stansen, vilket representerar den additiva tekniken. För att hättan sedan ska få en form motsvarande kronans ytterkontur fräses keramens ytterkontur medan den sitter kvar på stansen. Trots att den ovan beskrivna teknologin kombinerar både additiv och subtraktiv teknik, brukar den räknas som en additiv teknik. Tekniken är beskriven närmare i Figur 6 (21).
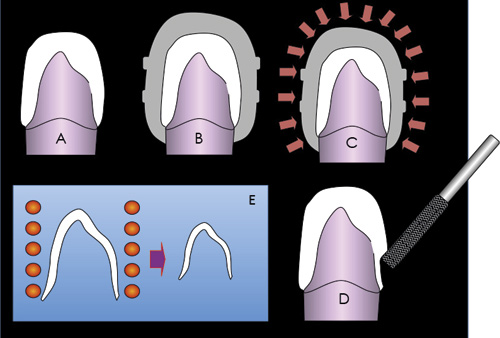
Figur 6. Additiv framställning av keramisk hätta med inslag av subtraktiv formning (fräsning). A: Kerampulver (granuler) läggs på en stans som är förstorad i förhållande till arbetsmodellens stans motsvarande keramens förväntade krympning. B: En gummibehållare träs över stansen och pulvret. C: Hela stansen med gummibehållaren trycksätts med tryckluft (dry bag) eller vätska (wet bag) varpå pulverpartiklarna sammanpressas isostatiskt (med samma tryck från alla håll). D: Hättans ytterkontur fräses (grönkroppsfräsning). E. Hättan avlägsnas från stansen och sintras i ugn varvid den förtätas och krymper till rätt storlek.
Eftersom kerampulvret pressas på stansen och lyfts innan materialet är sintrat och därmed förenat med starka bindningar, är tekniken känslig för underskär. Om ett underskär inte uppmärksammas finns det risk att det bildas sprickor i materialet innan sintringen, vilket inte alltid syns på den färdiga hättan. En annan skillnad mellan denna teknik och andra är att eftersom kronans inneryta aldrig fräses, så kan inte fräsdefekter uppstå längs kronans inneryta, en yta som annars är särskilt känslig för defekter. Helkeramiska kronor framställda med denna teknik har funnits i drygt 20 år. I en klinisk passformstudie där man mätte 90 kronor på patient konstaterade man att passformen var mycket bra (22). Andra studier har visat på 10-års kliniska reslutat som ligger mycket nära metallkeramik baserad på högädla legeringar som ofta anses vara the gold standard för fast protetik.
Fler intressanta sätt att använda additiv teknik för framställning av keramer finns, bland annat har laser använts för att sintra keramer (2). Bertrand lyckades lasersintra Y-TZP men densiteten och de fysiska egenskaperna mötte inte kraven för dentalt bruk. En annan additiv teknik är «printingteknik» (Direct inkjet printing), där en keramisk vätska «printas» ut droppe för droppe i tunna lager (5 ?m) liknande lasersintring (23). Zirkoniakronor framställda med den tekniken hade en böjhållfasthet på 763 MPa (24). Tekniken verkar lovande men en del tekniska problem är ännu inte lösta.
Diskussion
Eftersom begreppet CAD/CAM omfattar ett så stort omfång av framställningstekniker går det inte att diskutera digitala dentala teknologier som en enstaka företeelse. Tvärt om är skillnaderna mellan de olika teknikerna ofta så stora att man måste se varje framställningsmetod för sig själv, särskilt om man vill jämföra med traditionella tandtekniska metoder. Även olikheter i konstruktion mellan olika produktionsenheter, till exempel fräsar, som annars arbetar med samma grundläggande teknologi kan ge olika förutsättningar för produktionsresultatet. Detsamma gäller för mjukvaran som används för utforma rekonstruktionerna.
Trots att CAD/CAM har funnits relativt länge är det inte samma system idag som användes för 15 - 20 år sedan. Både hårdvara och mjukvara har utvecklats väsentligt, vilket påtagligt förändrat förutsättningarna för produktion med hjälp av digitala tekniker. Ett exempel är att det i slutet av 1990-talet oftast inte gick att skanna in motbitningen i många av de på den tiden ledande CAD/CAM systemen. En följd kunde bli att tandteknikern fick uppskatta hur porslinsunderstödet i en brokonstruktion skulle utformas (16). När sedan bron var fräst och provades på modellen kunde det visa sig att porslinunderstödet var undermåligt eller på gränsen till för lågt, men då kunde material för stora summor vara förbrukat samtidigt som tiden för leverans närmade sig. Att studier visat att porslinfrakturer var ett vanligt kliniskt problem hos tidiga CAD/CAM framställda dentala rekonstruktioner bör därför ses i ljuset av detta (17). Andra skillnader är att efterbearbetningen på laboratoriet efter fräsning tidigare var omfattande medan det med till exempel moderna CAM-enheter, med 5 eller fler axlar, går att fräsa formmässigt i stort sett färdiga konstruktioner.
I takt med att den tekniska utvecklingen har gått framåt och guldpriset ökat har den traditionella gjuttekniken minskat och användandet av CAD/CAM tekniker ökat. Det digitala arbetsflödet har många fördelar som kortare produktionstid, standardiserad och säker produktion samt möjliggör användning av nya material (2, 3).
En tandtekniker kan ha både skanner och produktionsmaskin på laboratoriet, medan en annan kan använda sig av enbart skanner och skicka filer via internet för framställning av konstruktioner på ett produktionscenter eller genom underleverans från ett annat tandtekniskt laboratorium. Många skannersystem är öppna, vilket innebär att det går att skicka filer till det produktionscenter man vill. Detta möjliggörs även av att systemen använder sig av samma digitala språk, samma filformat. Ju fler skannersystem och produktionscenter som öppnar för mottagning av andras filer, desto större valmöjlighet har tandläkare och tandtekniker att välja den CAM-teknik som passar bäst i det enskilda fallet.
Med de allra senaste teknikerna kan man skanna patienten direkt, utforma inte bara konstruktionen i CAD: en, utan även artikulationsmönstret genom att använda en virtuell artikulator som man ställer in med för patienten individuella värden. Vill man så kan man sedan skicka efter en arbetsmodell som framställs antingen genom fräsning eller printing, men man kan även framställa både broskelett och ytporslin direkt genom fräsning för att sedan sammanfoga de två delarna utan att använda arbetsmodell. Tekniken finns redan, även om användningen ännu är mycket begränsad.
Generellt rapporteras att passformen är bra hos CAD/CAM framställda konstruktioner, men undantag finns. Som tidigare nämnts skiljer sig olika tekniker och endast få jämförelser är gjorda och då oftast genom laboratoriestudier (4). Det är inte heller klart hur materialen påverkas under framställningsprocessen och det är till exempel inte självklart att ett keramiskt material som torrfräses är lika bra som ett som fräses under kylning med någon form av kylmedium eller vice versa. Detsamma gäller material som används i kombination med ett annat som kan framställas på flera olika sätt (25). Hur är det till exempel med porslinsbindningen till kobolt-krom? Spelar det någon roll för porslinsbindningen om kobolt-kromet är framställt med gjutteknik, frästeknik eller kanske lasersintring?
Slutsatser
Utvecklingen på CAD/CAM området är mycket snabb. Digitala teknologier har tagit över en stor del av den tandtekniska produktionen idag. Det finns många olika system på marknaden, men varje enskild framställningsmetod måste bedömas för sig.
CAD/CAM erbjuder goda förutsättningar för hög precision och bra materialhantering, men det gäller inte alla system. Endast välbeprövade och kliniskt testade material och tekniker bör därför användas för att säkerställa god kvalité på de tandtekniska arbeten som skall användas för kliniskt bruk.
English summary
Vult von Steyern P, Ekststrand K, Svanborg P, Örtorp A.
Modern digital technologies for producing prosthetic constructions: an overview
96-105.
Today, all constituent production steps for dental restorations can be carried out using CAD / CAM technology, which has taken a major part of the production at dental laboratories. Digital processing techniques (CAM) can roughly be divided into additive and subtractive techniques. Additive technologies are based on that the materials is built up grain by grain or molecule by molecule while subtractive techniques are based on reducing a block of material, for example by milling, to shape a dental reconstruction. Additive and subtractive techniques are both used for metal alloys, ceramics and polymer materials. There are many different systems on the market, but each production method must be evaluated individually. CAD / CAM offers good opportunities for high precision and good material handling, but this does not apply to all systems. Only proven and clinically tested materials and techniques should be used to ensure good quality of the dental reconstructions to be used for clinical use.
Hovedpunkter | |
|---|---|
· |
Modern tandteknisk produktion bygger i stor utsträckning på olika CAD/CAM tekniker |
· |
CAD/CAM-baserade framställningstekniker kan grovt delas in i additiva och subtraktiva tekniker |
· |
Resultatet av den tandtekniska produktionen, till exempel precisionen, är beroende av vilken CAM-teknologi som använts, vilka inställningar som gjorts i CAD-mjukvaran och vilka egenskaper CAM-utrusningen har, till exempel antal fräsaxlar |
· |
Endast beprövade material som bearbetats med beprövade tekniker bör användas |
Referenser
Andreiotelli M, Kamposiora P, Papavasiliou G. Digital data management for CAD/CAM technology. An update of current systems. Eur J Prosthodont Restor Dent. 2013; 21: 9 - 15.
Van Noort R. The future of dental devices is digital. Dent Mater. 2012; 28: 3 - 12.
Beuer F, Schweiger J, Edelhoff D. Digital dentistry: an overview of recent developments for CAD/CAM generated restorations. Br Dent J. 2008; 204: 505 - 511.
Örtorp A, Jönsson D, Mouhsen A, Vult von Steyern P. The fit of cobalt-chromium three-unit fixed dental prostheses fabricated with four different techniques: a comparative in vitro study. Dent Mater. 2011; 27: 356 - 63.
Ada council on scientific affairs. Titanium applications in dentistry. J Am Dent Assoc. 2003; 134: 347 - 9
Scurria MS, Bader JD, Shugars DA. Meta-analysis of fixed partial denture survival: prostheses and abutments. J Prosthet Dent. 1998; 79: 459 - 64.
Liu Q, Leu MC, Schmitt SM. Rapid prototyping in dentistry: technology and application. Int J Adv Manufac Tech. 2006; 29: 317 - 35
Thyssen JP, Menne T. Metal Allergys - A Review on Exposures, Penetration, Genetics, Prevalence, and Clinical Implications. Chem. Res. Toxicol. 2010; 23: 309 - 18.
Rui F, Bovenzi M, Prodi A, Belloni Fortina A, Romano I, Corradin MT, Larese Filon F. Nickel, chromium and cobalt sensitization in a patch test population in north-eastern Italy (1996 - 2010). Contact Dermatitis. 2013; 68: 23 - 31.
http://www.eos.info/material-m 130918 CoCr-SP2_03 - 11_en.pdf
Quante K, Ludwig K, Kern M. Marginal and internal fit of metal-ceramic crowns fabricated with a new laser melting technology. Dent Mater. 2008; 24: 1311 - 5
http://www.dentaurum.de/eng/casting-metals-12809.aspx 130918
Andersson M, Carlsson L, Persson M, Bergman B. Accuracy of machine milling and spark erosion with a CAD/CAM system. J Prosthet Dent. 1996; 76: 187 - 93.
Fischer J, Grohmann P, Stawarczyk B. Effect of zirconia surface treatments on the shear strength of zirconia/veneering ceramic composites. Dent Mater J. 2008; 27: 448 - 54.
Hopp CD, Land MF. Considerations for ceramic inlays in posterior teeth: a review. Clin Cos Invest Dent 2013: 5: 21 - 32.
Vult von Steyern, All-ceramic fixed partial dentures, Studies on aluminum oxide- and zirconium dioxide- based systems. Swed Dent J. 2005; suppl 173.
Larsson C. Zirconium dioxide based dental restorations, Studies on clinical performance and fracture behaviour. Swed Dent J. 2011; suppl 213.
Pjetursson BE, Thoma D, Jung R, Zwahlen M, Zembic A. A systematic review of the survival and complications rates of implant-supported fixed dental prostheses (FDPs) after a mean observation period of at least 5 years. Clin Oral Implants Res. 2012; 23: 22 - 38.
Larsson C, Vult von Steyern P. Implant-supported full-arch zirconia-based mandibular fixed dental prostheses. Eight-year results from a clinical pilot study. Acta Odontol Scand. 2013; 71: 1118 - 22.
Johansson C, Kmet G, Rivera J, Larsson C, Vult Von Steyern P. Fracture strength of monolithic all-ceramic crowns made of high translucent yttrium oxide-stabilized zirconium dioxide compared to porcelain-veneered crowns and lithium disilicate crowns.Acta Odontol Scand. 2013 Jul 18.
Andersson M, Razzoog ME, Odén A, Hegenbarth EA, Lang BR. Procera: a new way to achieve an all-ceramic crown. Quintessence Int. 1998; 29: 285 - 96.
Kokubo Y, Ohkubo C, Tsumita M, Miyashita A, Vult von Steyern P, Fukushima S. Clinical marginal and internal gaps of Procera AllCeram crowns. J Oral Rehabil. 2005; 32: 526 - 30.
De Hazan Y, Heinecke J, Weber A, Graule T. High solids loading ceramic colloidal dispersions in UV curable media via comb-polyelectrolyte surfactants. J Colloid Interface Sci. 2009; 337: 66 - 74.
Ebert J, Özkol E, Zeichner A, Uibel K, Weiss Ö, Koops U, Telle R, Fischer H. Direct Inkjet Printing of Dental Prostheses Made of Zirconia. J Dent Res. 2009; 88: 673.
Suleiman SH, Vult von Steyern P. Fracture strength of porcelain fused to metal crowns made of cast, milled or laser-sintered cobalt-chromium. Acta Odont Scand. 2013; 71: 1280 - 9.
Korresponderande författare: Per Vult von Steyern, Avdelningen för Materialvetenskap och teknologi, Odontologiska fakulteten, Malmö högskola, Malmö, Sverige. E-post: per.vult@mah.se
Artikkelen har gjennomgått ekstern faglig vurdering.
Vult von Steyern P, Ekststrand K, Svanborg P, Örtorp A. Moderna digitala teknologier för framställning av protetiska konstruktioner. En översikt. Nor Tannlegeforen Tid. 2014; 124: 96-10.
Docent/övertandläkare, Odontologiska fakulteten, Malmö högskola
Odont dr/förste amanuens, Oslo universitet, karl.ekstrand@odont.uio.no
Doktorand/tandtekniker, Göteborgs universitet, per.svanborg@gu.se
Docent/övetandläkare, Göteborgs universitet (avliden)